





Made in the UK
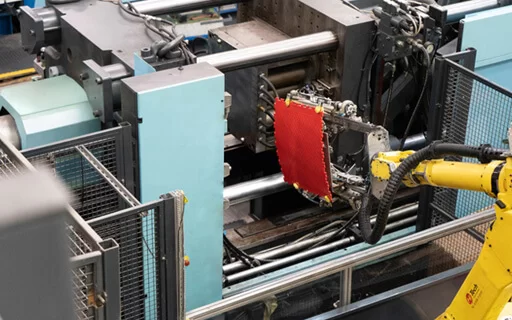
Ecotile interlocking floor tiles are manufactured at our dedicated ISO certified facility in Bedfordshire. Made from the highest quality materials, they offer unbeatable strength and durability.
Ecotile industrial flooring is a safe, versatile, and cost-effective flooring system. Suitable for a wide range of industrial and commercial applications, it is quick and easy to install. It offers exceptional performance and durability in demanding environments such as factories, warehouses, commercial garages and manufacturing facilities. It’s also a great choice for home garage flooring. Our interlocking floor tiles enhance safety while minimising downtime and ongoing floor maintenance. Get in touch to discuss your flooring needs and arrange a free quote.
With 30 years’ experience in the manufacture and installation of interlocking floor tiles, we’ve built an excellent reputation thanks to our high-quality, reliability and honesty. Recognised as industry leaders, our client base includes Rolls Royce, Siemens, Kwik Fit, Amazon and the MoD. We strive to deliver bespoke interlocking flooring solutions tailored to individual business needs across any sector. Just a few benefits of choosing Ecotile flooring include:
Ecotile interlocking floor tiles are manufactured at our dedicated ISO certified facility in Bedfordshire. Made from the highest quality materials, they offer unbeatable strength and durability.

Unlike traditional flooring options like commercial vinyl flooring, epoxy resin flooring, floor paint or re-concreting an existing subfloor, Ecotile offers a hassle-free solution. Loose-lay over any hard subfloor.
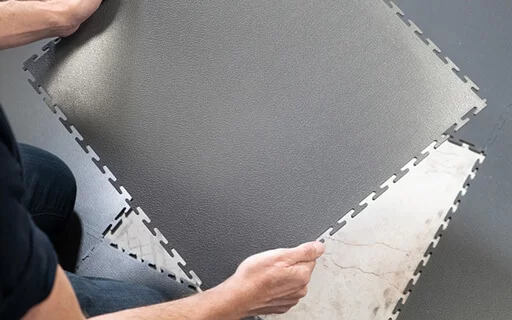
With minimal floor preparation, our commercial and industrial floor tiles don't require screeds, latex, curing or drying time. Simply install your industrial or commercial flooring with no downtime, saving time and money.

We pride our business on our ability to deliver exceptional flooring solutions on tight deadlines. Made in our own factory in Bedfordshire, we’re able to guarantee short lead times.

Made for use in tough working environments, Ecotiles are designed for high-traffic areas and heavy use. They can even withstand the weight and force of HGVs, fork-lifts and heavy machinery.

Our commercial floor tiles can be made from 100% recycled materials to minimise environment impact. All Ecotiles are also 100% recyclable, so we can offer our unique buy-back and recycle scheme.

We pride ourselves on our honest, open and partner approach to all our customers. From initial consultation to installation and aftercare, we always deliver outstanding customer service every step of the way.

We can manufacture our floor tiles in your company colours and incorporate logos for a completely bespoke look. You can also create colour coded operational zones, pedestrian walkways and crossings and safe working areas. With a range of mandatory and warning site safety signs available, Ecotile industrial floor tiles can instantly improve safety and meet legal H&S requirements.
Using our bold yellow and black industrial tiles, we created clear walkways and defined safety zones, turning a busy workspace into an organised, efficient and safer environment. Our expert installers completed the job in under a week with no operational disruption or shutdowns. Caprari’s team kept working while we installed a floor built to last. Watch the full transformation video below to see how we made it happen.

Contact our team to discuss your commercial and industrial flooring needs. With a wide range of options including 5mm,7mm and 10mm solutions, anti-fatigue flooring, ESD & anti-static floor tiles, we are confident we have the right solution for your needs. We offer free no-obligation quotations, expert advice, and can arrange a site survey at a time to suit you.

The hard truth is that most commercial and industrial flooring ends up in landfill. Here’s how Ecotile is different.
Read Blog Article
Discover how Secure Innovation used Ecotile floor tiles to create an ESD safe workplace with custom walkways.
Read Full Article
#beforeandafter #diy #transformation #garagegoals #garage
See More Videos

