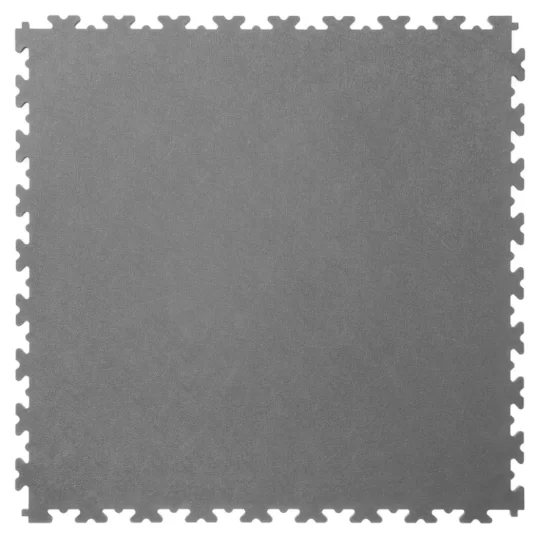
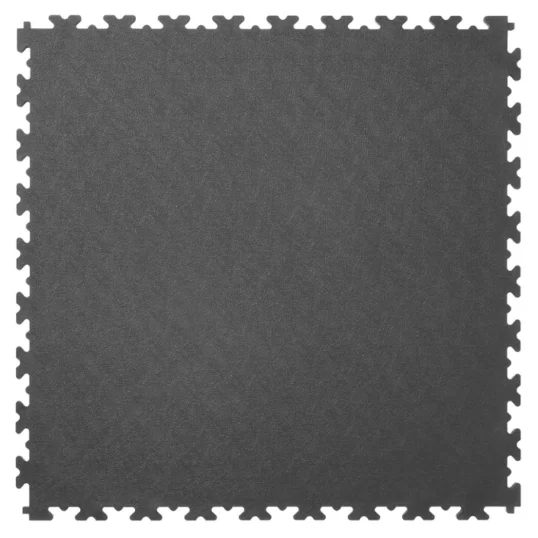
RX500/10 10mm Thick Heavy-Duty Floor Tile
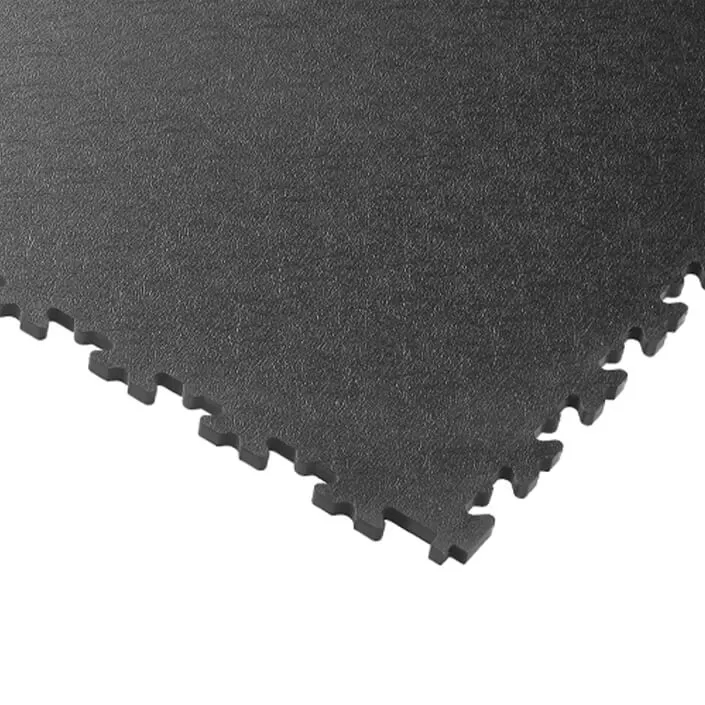
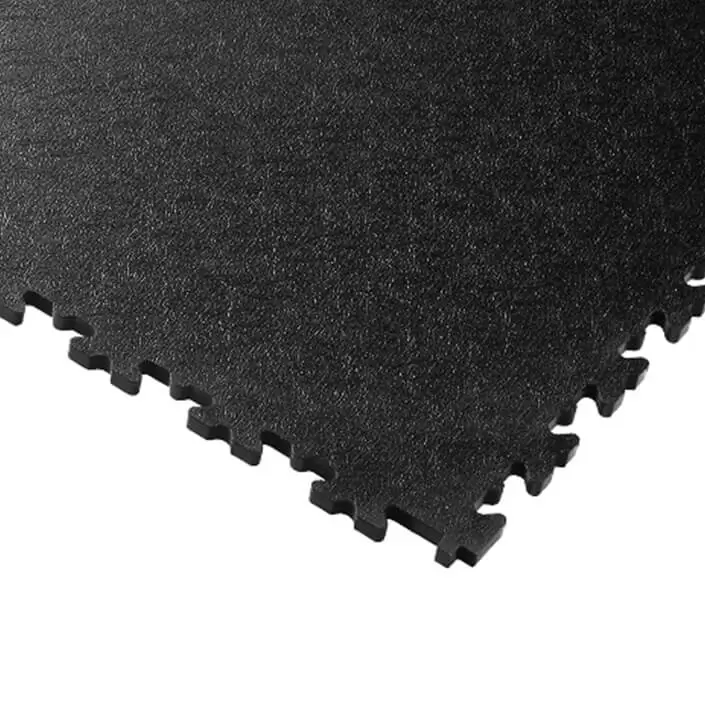
The RX500/10 is our ultra heavy-duty tile, engineered from 100% recycled PVC floor tiles. It features an X-Joint connection and microtexture surface finish. Whilst our 7mm tile suits most industrial environments, when extra heavy traffic and high point loads are involved, our 10mm tile steps in.
Colours
Specifications
Versions
Perfect for
Installation
Ecotile 100% recycled floor tiles
Our recycled floor tiles are our unique approach to creating an even more sustainable, low-priced flooring solution for our customers. Made from 100% Recycled Ecotile.
With zero compromises on performance or durability, our recycled floor tiles are available in a range of colours, in both 7mm and 10mm thicknesses. They offer all the same great benefits as the original Ecotile floor tiles.
Our Buy Back and Take Back schemes allow us to give our original virgin PVC floor tiles a second life and keep old, used Ecotiles far away from landfill. The same for any off-cuts too. We recycle them on-site in our factory to create our recycled tiles (closed-loop recycling).
Robust, long-lasting and built for industry, the recycled tile range is solid PVC throughout its entire thickness and can be installed over existing damp or damaged sub-floors.
- Easily withstands heavy loads from vehicles and machinery
- Only made from recycled original Ecotiles (material traceability)
- Fire retardant (Bfl-S1)
- Impact and chemical resistant
- Continue to operate while the installation takes place
- R10 slip rating and anti-fatigue properties
- Reduce noise, vibration, cold and concrete dust
Not all recycled flooring is equal
We take responsibility for how we source, use, and recycle the materials used to create our products. Right from the start, this means sourcing high-quality PVC responsibly and assuring full traceability in all our floor tiles.
Did you know that contaminants and subpar materials (often found in competitor recycled tiles) degrade safety and technical performance?
The Ecotile recycled tile range is only ever manufactured from recycled PVC tiles, by us. So, we can guarantee that they’ll retain their original quality and that you’ll never find any nasty foreign materials inside that could compromise your floor.
Reducing our footprint. And yours.
Reducing waste and increasing reuse and recycling is vital to conserving the world’s resources. We always aim to eliminate landfill waste and ensure that our products are durable, long-lasting and reused for years to come.
All Ecotile products are 100% recyclable and can be installed without adhesives, so using our original or recycled tiles will help you and your business lower your footprint.
Learn more about Ecotile and the environment.